
What Is 5-Axis CNC Routing for Plastic Parts and When Does It Matter?
 May 20, 2026
May 20, 2026
Knowing when a part actually needs 5-axis routing and when 3-axis is perfectly sufficient helps you avoid paying for capability you do not need while ensuring your fabricator has the right equipment for the parts that do require it.
Most custom plastic parts can be machined on a standard 3-axis CNC router. For flat parts, simple profiles, and rectangular cutouts, it is fast, cost-effective, and entirely adequate. Most projects never need anything more.
But some parts cannot be made that way. Curved surfaces, compound angles, undercuts, and components that need to be machined from multiple directions all require a more capable machine. That is where 5-axis CNC routing comes in.
Midland Plastics operates 5-axis CNC routers at our New Berlin and De Pere, Wisconsin facilities, enabling us to machine complex plastic geometries that most regional fabricators cannot produce in a single setup.
How 3-Axis and 5-Axis CNC Routing Differ

A 3-axis CNC router moves its cutting tool along three linear axes:
- X (left to right)
- Y (front to back)
- Z (up and down)
The workpiece stays fixed on the table while the tool does the work.
This handles the vast majority of plastic machining:
- Cutting sheet to size
- Routing profiles
- Drilling holes
- Machining pockets or slots into flat stock
It is efficient, affordable, and the right choice for most standard fabrication work. The one limitation is that it can only approach the workpiece from one direction per setup. If a part needs machining from multiple angles, the operator has to reposition and refixture it, adding time, introducing potential for alignment errors, and increasing cost.

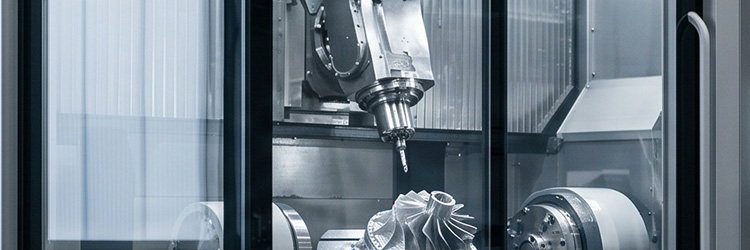
5-Axis CNC Routing
A 5-axis CNC router adds two rotational axes to the standard three. The cutting tool can tilt and rotate, allowing it to approach the workpiece from virtually any angle. For many complex parts, that means a single setup can accomplish what a 3-axis machine would need several separate operations to complete.
Those additional axes open up geometry that 3-axis routing simply cannot reach:
- Undercuts
- Compound angles
- Curved surfaces machined to a smooth contour
- Deep features on angled walls
Surface finish on non-flat faces also improves, because the tool maintains better contact geometry throughout the cut rather than stepping across the surface.
Key Differences | 3-Axis vs 5-Axis
| Capability | 3-Axis Routing | 5-Axis Routing |
|---|---|---|
| Axes of movement | 3 linear axes (X, Y, Z) | 3 linear + 2 rotational axes |
| Part complexity | Flat parts, simple profiles, standard cutouts | Complex 3D geometry, compound angles, undercuts |
| Setups required | Multiple for multi-face parts | Single setup for most complex parts |
| Surface finish on curved faces | Stepped or requires manual blending | Smooth, consistent finish in one pass |
| Dimensional accuracy (complex parts) | Can drift with multiple setups | Higher accuracy from single-setup machining |
| Cost | Lower per-part for standard geometry | Higher per-part, offset by fewer setups and less rework |
| Lead time on complex parts | Longer due to multiple setups | Faster — fewer setups required |
When Your Part Needs 5-Axis Routing
Five-axis is worth specifying when your part has one or more of the following characteristics. If none apply, 3-axis routing is almost certainly the right and more cost-effective choice.
- Compound angles or multi-face geometry
Features on angled surfaces or multiple faces at non-perpendicular angles require repositioning on a 3-axis machine. Five-axis routing achieves this in a single setup, preserving alignment and reducing cycle time.
- Undercuts
Undercuts are features where the cutting tool must travel beneath or around a protruding element to reach the material. A 3-axis router cannot reach undercut areas without repositioning. A 5-axis router tilts the tool to access them directly.
- Curved or contoured surfaces requiring a smooth finish
Panels, enclosures, covers, and housings with compound curves require a tool that can continuously follow the surface geometry. Five-axis routing maintains optimal tool contact through the entire cut, producing a cleaner finish than 3-axis can achieve on the same geometry.
- Tight tolerances on complex geometry
Each time a part is repositioned in a 3-axis setup, there is potential for small alignment errors to accumulate. Single-setup 5-axis machining eliminates that variance - critical when tolerances are tight.
- Deep cavities or steep walls
Five-axis routing can orient the tool at the angle needed to reach deep features and steep internal walls that would be inaccessible or require special extended-reach tooling on a 3-axis machine.
- Trimming thermoformed or formed parts
Parts that have been thermoformed, vacuum formed, or press formed often need precise edge trimming and hole placement after forming. Five-axis routing can follow the 3D contour of a formed part in a single pass, producing clean, accurate trim lines that flat cutting cannot achieve.
When 3-Axis Routing Is the Right Choice
Most plastic fabrication work does not require 5-axis capability. Three-axis routing handles the following efficiently and cost-effectively:
- Flat sheet cutting to size and shape
- Standard profiles, slots, and pockets
- Hole drilling and counterboring on flat stock
- Simple 3D contours requiring material removal from one direction
- High-volume production of straightforward part geometries
If your part falls into these categories, 3-axis routing is the appropriate and more cost-effective choice. Specifying 5-axis capability when it is not needed adds cost without adding value.

Materials Commonly Machined on 5-Axis CNC Routers
All machinable thermoplastics can be run on a 5-axis CNC router. Material selection is driven by the application not the machining method.
Plastics commonly specified for 5-axis work include:
- Acetal (Delrin)
Dimensional stability and low friction; common in industrial and medical components.
- Polycarbonate
Impact resistance and optical clarity; common in enclosures and housings.
- UHMW polyethylene
Wear resistance and machinability; common in fluid handling and wear components.
- HDPE and ABS
General-purpose structural and enclosure applications.
- Acrylic
Display and signage applications requiring smooth contoured surfaces.
- PEEK and Ultem
High-performance applications requiring heat and chemical resistance.

Industries and Applications Where 5-Axis Routing Is Commonly Specified
Five-axis plastic routing most often arises when part geometry is driven by engineering performance rather than manufacturing convenience. Common examples:
| Industry / Application | Common 5-Axis Part Examples |
|---|---|
| Heavy Equipment & Agriculture | Curved cab panels, instrument housings, and formed enclosures with compound geometry requiring precise fit against non-flat mounting surfaces. |
| Medical & Laboratory Equipment | Enclosures and component housings with tight tolerances and multiple machined faces, often in acetal, polycarbonate, or UHMW. |
| Fluid Handling & Industrial Equipment | Custom fittings, manifolds, and structural components where precise geometry on multiple faces is required for assembly fit and leak-free sealing. |
| Sign & Display | Three-dimensional sign elements, formed display fixtures, and curved substrate components requiring smooth, contoured surfaces. |
| Aerospace & Defense (Ground Support) | Jigs, fixtures, and structural housings where repeatable tight tolerances on complex geometry are non-negotiable. |
What This Means When Working With Midland
Midland added 5-axis CNC capability in 1984 at our New Berlin and in 2022 at our De Pere, Wisconsin facilities. The investment was driven by OEM customers bringing us parts with compound geometry that standard 3-axis routing could not produce accurately without an impractical number of repositioning steps.
When you bring us a complex plastic part, we look at the geometry and recommend what actually fits:
- 3-axis where that is sufficient
- 5-axis where the part calls for it
- A combination that gives the best result
We are not going to recommend a more involved process when a simpler one will do the job.
Our engineering team reviews new part designs before quoting to confirm the approach, flag potential issues, and suggest changes to improve manufacturability without compromising the design intent. That review is part of the quoting process, not a separate step.
Frequently Asked Questions
FAQs | 5-axis routing
Five-axis CNC routing can machine complex 3D geometry, undercuts, compound angles, and curved surfaces in a single setup. A 3-axis machine can only approach the workpiece from one direction per setup, which limits its reach and requires manual repositioning for multi-face parts. Five-axis routing eliminates that constraint, improving accuracy and reducing operations required. For a deeper look at Midland's machining capabilities, see our machining and routing overview.
Most standard plastic parts do not. If your part is flat or can be machined from a single direction, 3-axis routing is the right and more cost-effective choice. Five-axis matters when your part has compound angles, undercuts, curved surfaces requiring a smooth finish, or tight tolerances on multi-face geometry. Midland's engineering team can review your design and confirm the best process - submit your design for review.
Virtually all machinable thermoplastics can be run on a 5-axis CNC router, including acrylic, polycarbonate, acetal, nylon, UHMW, HDPE, ABS, PVC, PETG, and high-performance materials such as PEEK and Ultem. Material selection is driven by application requirements, not machining method. Our plastic materials guide covers the full range of materials Midland stocks and machines.
Midland operates 5-axis CNC routers at our New Berlin and De Pere, Wisconsin facilities. Depending on part complexity, project volume, and lead time requirements, our team will route your job to the facility best positioned to produce it. Learn more about our facilities and capabilities.
The terms are often used interchangeably in plastic fabrication. CNC routers are optimized for high-speed material removal in plastics and composites; CNC milling centers offer higher rigidity for tighter tolerances in harder materials. Midland operates both. If your part has tolerance requirements that push the limits of routing, our team will flag that during design review and recommend the appropriate process. See our full machining capabilities page for more detail.
Five-axis CNC routing is often one step in a multi-process workflow. A thermoformed panel, for example, may be formed first and then trimmed or drilled on a 5-axis router to achieve the precise edge geometry or hole pattern required for assembly. Midland handles forming, machining, bonding, and finishing under one roof, which reduces handling and keeps tolerances consistent across operations. More on Midland's full-service plastic fabrication capabilities.
Ready to discuss your project?
Contact Midland Plastics to talk through material selection, fabrication method, tolerances, and lead time. Reach out at 833-372-3113 and let’s discuss your project.